Pareto
Silver $$ Contributor
I've been thinking of getting a garden variety annealer (like Annealeez, EP or Ugly) to help with the Lapua 6br brass I've managed to acquire. I don't compete but I'd like to keep things reasonably uniform without going to full competition lengths.
When I googled the problem, I didn't get consistent info. Lot of statements about over annealing, but the only serious study I saw seemed to suggest that once you got to the "right" temperature in the area, over annealing (within reason and far from melting the brass) didn't make a lot of difference. This was partly inspired by Erik Cortina's over annealing video but mostly based on this article.
 bisonballistics.com
bisonballistics.com
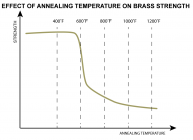
This pic was especially relevant. Seems to show that there is a wide nearly flat range past the mid 700 degree point where it is said we want to heat the brass to. This would suggest (for example) that if the optimal heating time for a given annealer and gas flame were say, 5 seconds, that anything up to 10 secs or more would still work.
The reason this is important is that this suggests, the important variable is getting to the minimal heating for the small area of the neck and shoulder first and then going a little bit over is not too critical.
Has anyone personally done such tests systematically for themselves? Such as taking some brass and then heating various examples at 5, 8, 12, 15 seconds and then seeing if they shoot differently (while keeping the temps mostly in the 800-900 range and below?)
Thanks.
When I googled the problem, I didn't get consistent info. Lot of statements about over annealing, but the only serious study I saw seemed to suggest that once you got to the "right" temperature in the area, over annealing (within reason and far from melting the brass) didn't make a lot of difference. This was partly inspired by Erik Cortina's over annealing video but mostly based on this article.
The Science of Cartridge Brass Annealing
Want to know how annealing brass works? We examine the science here.
bisonballistics.com
This pic was especially relevant. Seems to show that there is a wide nearly flat range past the mid 700 degree point where it is said we want to heat the brass to. This would suggest (for example) that if the optimal heating time for a given annealer and gas flame were say, 5 seconds, that anything up to 10 secs or more would still work.
The reason this is important is that this suggests, the important variable is getting to the minimal heating for the small area of the neck and shoulder first and then going a little bit over is not too critical.
Has anyone personally done such tests systematically for themselves? Such as taking some brass and then heating various examples at 5, 8, 12, 15 seconds and then seeing if they shoot differently (while keeping the temps mostly in the 800-900 range and below?)
Thanks.