Follow along with the video below to see how to install our site as a web app on your home screen.
Note: This feature may not be available in some browsers.
This Forum is for adults 18 years of age or over. By continuing to use this Forum you are confirming that you are 18 or older. No content shall be viewed by any person under 18 in California.
After brass has work hardened does it have more spring back or less? After 6 firings and sizings using the same neck bushing my Lapua brass would no longer grip the bullet. After annealing it would grip the bullet. Neck tension is a big deal for me and I usually sort loaded rounds by how much pressure it takes to seat the bullet. Using feel. I am still trying to figure somethings out. Your comments are welcome. Thanks!
Absolutely there is more spring back. My quest for achieving uniform seating pressure was obtained by annealing after every firing, a neck bushing .002 below final load dimension and an expanding mandrel .001 below final load dimension.
With the varying degrees of work hardening and spring back how can I be sure that there is uniform neck tension? I am thinking about purchasing a 21st century hydro seater instead of using my arbor press and relying on feel. What do the members think? Thanks to everyone for your responses. I had heard from my reloading guru that work hardened brass has less spring back and that is not what I experienced. Thanks again.
If you pause for a few seconds at the top of the ram stroke and keep the case inside the die this reduces brass spring back.
As another example for semi-autos is the full length resized case diameter should be .003 to .005 smaller than its fired diameter. This allows the case body to spring back from the chamber walls and extract reliably.
If neck tension is that important to you then i figure consistency is too. You cant be consistent if you dont do the same thing every time, right? Annealing every loading makes the brass the same as the last time
There is elastic deformation and then there is plastic deformation.
Spring back is elastic deformation but if you pass the yield point you get in to plastic deformation where spring back will be much less or zero depending on the material being formed.
If you have a tight neck chamber, neck turned brass and dies that work the brass a minimal amount, when the brass work hardens, spring back is going to ruin all of that consistency unless you anneal.
If you move the brass around more with bigger chambers, undersized full length sizing dies and more neck tension than you need, brass spring back will be only one of many small things hurting your ammo consistency.
Mike, your target is the only thing that will tell you what to do. The seating force dial will not help you make the right decision on neck surface prep, bushing size, to annealing or not, ext. I have proven to myself many times that seating force doesnt show on target. Neck tension does but we still dont have a way to measure it. I highly recommend doing some testing with different bushings, neck preps, and annealing vs annealed cases at distance. I think you will see big differences on target that wont correlate to seating force.
With the varying degrees of work hardening and spring back how can I be sure that there is uniform neck tension? I am thinking about purchasing a 21st century hydro seater instead of using my arbor press and relying on feel. What do the members think? Thanks to everyone for your responses. I had heard from my reloading guru that work hardened brass has less spring back and that is not what I experienced. Thanks again.
After a couple of years of experimenting (not completely scientific) I found my best accuracy/ES/SD's on the second and third firing after annealing. I now anneal after the third firing. Group sizes are still confirming my data. YMMV
Harder brass will stretch further before it yields. When fired in most chambers the brass expands permanently. Then when you size it you reduce it permanently *but only after the spring back (aka elastic deformation) has taken place*. So what happens is that the harder brass will not resize as far as softer brass - the spring back accounts for a larger percentage of the total size reduction - and that portion will come back as soon as the brass leaves the die. (Hence the term “spring back”)
If your bushing is set up for soft brass you may eventually hit a point where the resizing isn’t working for you- you’ll get progressively lighter neck tension as the brass work hardens from successive firings, sometimes to the point of zero neck tension.
There are at least three solutions to this problem. The first is to anneal the necks, returning them to a softer state that will reduce spring back.
The second is to swap out the bushing for a smaller one to account for the hard brass’ extra spring back once it becomes noticeable.
A third would be to use very heavy neck tension to start and just let it lighten up as the brass hardens. You may never reach a the point where it becomes a problem. It all depends on how picky you want to get.
You all are assuming that each piece of brass reacts the same to annealing. Well at least you failed to point out that there will be some pieces out of the same lot that for whatever reason do not react the same to annealing.
Sometimes you can tell by feeling when seating, sometimes the target will let you know. I either use those pieces as foulers or more recently have begun to toss them.
There is elastic deformation and then there is plastic deformation.
Spring back is elastic deformation but if you pass the yield point you get in to plastic deformation where spring back will be much less or zero depending on the material being formed.
If you have a tight neck chamber, neck turned brass and dies that work the brass a minimal amount, when the brass work hardens, spring back is going to ruin all of that consistency unless you anneal.
If you move the brass around more with bigger chambers, undersized full length sizing dies and more neck tension than you need, brass spring back will be only one of many small things hurting your ammo consistency.
if you pass the yield point and get into plastic deformation there is still spring back because you still have elastic deformation in the part. That comes back out of the part
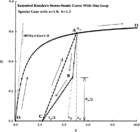
in the attached image of a stress strain curve where the part is loaded beyond the yield to “point A”, the part then returns elastically to “Point C”. This is work hardening. Note, that depending on metal grain configuration and other factors, point C is seldom reached not does the material work harden in this one cycle to maintain point A as the new yield point. It actually goes back down the exponential curve significantly. This is referred to as Hysteresis in metals.
Note, that depending on metal grain configuration and other factors, point C is seldom reached not does the material work harden in this one cycle to maintain point A as the new yield point. It actually goes back down the exponential curve significantly. This is referred to as Hysteresis in metals.
It seems lately as though almost any thread that touches on the topic of annealing brass also promotes a rapid and sometimes undesirable response in forum readers. I believe this response is also known as "Hysteresis"
Thank you everybody for your responses. As an interesting side note, the brass discussed in the original post was Lapua 6 BR brass fired in a no turn .272 neck chamber. I also own a 222 with a tight neck, .246 chamber and the brass is also Lapua with 10 firings (never annealed) and I have not experienced the same issues with work hardening with this brass. My question is why? Of course with the tight neck chamber the brass is not being sized a much? Your comments are once again welcome.
Thanks.
Do the thinner necks resist work hardening? Or is it because I am not sizing the necks as far? We are only talking about a difference of a couple of thousands of an inch.
If the thicker necks are expanding the same (say .002) per firing they will work harden a bit more per cycle because there’s more material. This bigger material will also require higher stresses to size. It is also bigger in diameter. Lots working against you here.
This Forum's expenses are primarily paid by member contributions. You can upgrade your Forum membership in seconds. Gold and Silver members get unlimited FREE classifieds for one year. Gold members can upload custom avatars.










")
