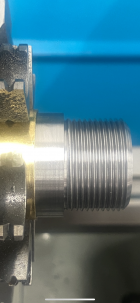
I noticed early on that with an 18 TPI BAT SV or BAT B, it was hard to get the action the thread on all the way to the shoulder when threading all the way to the shoulder.
The BAT SV was the first action I threaded for, and the B was next. I avoided cutting a relief groove, but then I would always have to come back and cut away some of the threads. The challenge of course was cutting back the threads at the shoulder without rolling the last thread I wanted to keep.
I found a very sharply angled insert and that helped. Better than that was to come back with a parting tool and cut away the threads with that. However, the best practice was just to cut a relief groove before threading--like BAT tells you to do.
With the 16 TPI threads on a BAT M, no relief groove is needed unless you have to cut the shoulder back a turn to time the muzzle to up.
For actions with a sandwiched recoil lug, no relief groove is needed. Also, it's good to leave .125" or so of full diameter unthreaded, tenon depending on lug width, to support an align the lug.
You can look at an action and tell how much if any relief groove is helpful. So far I have threaded and chambered BAT SV, B, M, Igniter long and short, Vesper; New M-70 (CRF), Rem 700, Christensen, RBROS, Terminus Zeus and Kratos Lite, Howa, and Tikka. That covers M26 1.5, 28 TPI, 18 TPI, and 16 TPI.
As to muzzles I have threaded 36 TPI, 32 TPI, 28 TPI, and 24 TPI.
The best practice is different for each. In general, a relief groove works very well for everything but sandwiched recoil lugs. As to the concern about setting back a barrel, if you must do it, there is no issue setting a barrel back one turn even if it has a relief groove.
I guess we all figure out the way they works best for us.....













")