MikeMcCasland
Team Texas F-T/R
This article ought to cause some 'spirited' discussion. ")
https://www.ampannealing.com/articl...XMkCVKo04DVa1v4fJrLea6NmB0kvfUJu6Mb6R4qmitieA
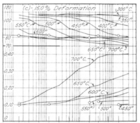
"In the course of this study we tested a variety of cases, used multiple temperatures, and multiple times of insertion into molten salt. Not once did we observe correct annealing results. In particular, the necks, which are the most important section of the case for annealing, simply refused to anneal soft enough. If they did start to anneal with a long dwell time, the shoulder and body over-annealed. We do not believe that any combination of temperature and time can overcome this fundamental flaw.
What is the point of taking on all that risk, when the results are so poor? There are several ways to achieve correct annealing. Molten salt bath "annealing” isn’t one of them. For those reloaders considering getting started on annealing, and who are on a budget, we would recommend a gas flame-based option."
https://www.ampannealing.com/articl...XMkCVKo04DVa1v4fJrLea6NmB0kvfUJu6Mb6R4qmitieA
"In the course of this study we tested a variety of cases, used multiple temperatures, and multiple times of insertion into molten salt. Not once did we observe correct annealing results. In particular, the necks, which are the most important section of the case for annealing, simply refused to anneal soft enough. If they did start to anneal with a long dwell time, the shoulder and body over-annealed. We do not believe that any combination of temperature and time can overcome this fundamental flaw.
What is the point of taking on all that risk, when the results are so poor? There are several ways to achieve correct annealing. Molten salt bath "annealing” isn’t one of them. For those reloaders considering getting started on annealing, and who are on a budget, we would recommend a gas flame-based option."