:
Bushing Large Tip Firing Pins
Many early-day actions such as the Winchester High-Wall single shot, the Sharps-Borchardt, the Cadet Martini, and the model 1892 Winchester are of excellent design, but carry firing pins with large tip diameter. This was satisfactory for use with the low-pressure cartridges, but it isn't with modern high-pressure cartridges. The area of the tip is so great that high pressure can thrust that firing pin back and burst a primer through the hole. In order to convert such actions for use with modern cartridges, we must bush the firing-pin tip to small diameter and close tolerances.
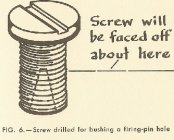
Many methods have been tried, but the simplest and best is that which first drills the firing pin-hole with a #31 wire gauge drill and then taps a 6 by 48 threads in the hole. Drill a 6 by 48 screw lengthwise with a #50 wire gauge drill. This drill is .070 inch in diameter. Ream this hole larger at the tip of the screw, corresponding to the radius of the firing-pin tip. Then using soft solder, tin the screw threads and those in the face of the breech block. Heat the screw and the breech block just enough to melt the solder and turn the screw into place. Finally, face the screw off flush with the outer surface of the breech block. A file will serve to it off if care is used. This bushes the hole to a .070" diameter. Now you only have to grind the firing pin tip down to .068 inch, remembering that this diameter must be flowed into the body diameter with a smooth radius if breakage is to be avoided.
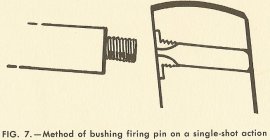
There is a better method of bushing firing pins on single shot actions such as the Winchester High-Wall. It calls for good equipment and considerable experience. On these actions the firing-pin hole is drilled entirely through the block., from the rear, to the full diameter of the body of the pin. In the Winchester this diameter would be .320 inch. Then 3/8 by 24 threads are tapped in the forward end of the hole. That hole is counter bored on the lathe to a diameter of .625 inch and a depth of .090 inch. A matching steel plug, threaded on the 3/8 inch section is forced in tightly. The forward extension is then faced off flush with the face of the breech block, and a new firing pin hole is drilled. Note the illustration.