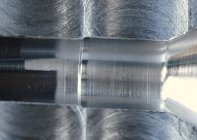
Thought all would enjoy. Made a chamber lap tool to lap the lands of a freshly chambered barrel. Had it pilot on the body of the case within 0.0005' and the neck portion very closely to lap free-bore area and the taper into the lands. Used various diamond solutions,started with 1 micron cut, then 1200) and a final polish agent. Wow! The finish is unreal....looks way superior to a Kreiger barrel!
I started a business in 2000 that refurbished/polished Compact Disc,CD) molds. These molds are made from 420 stainless,very similar to 416)and are the most highly polished surfaces you have ever seen. There are no defects,max 3 pits not exceeding 15 microns) over the entire 120mm diameter. This is the most precise tooling manufactured in the world. Any-who my partners and myself developed the lapping/polishing techniques for these molds.
Does it shoot or more important not foul? You bet. Usually I break-in barrels with the shoot clean for five ordeal. Then shoot 5 and clean and so on. Small amounts of copper is the norm during break-in. I have chambered 6 kreiger barrels - 3 6mm PPC and 3 243 with this procedure with very good results. Chamber the barrel shoot 10 and no copper! Even hot loads in the 243 with new barrels -very little copper.
Throat seems to hold real well.....less wear. Polish must reflect heat and limit the heat affected zone in the throat.
Just wondering if this is a process that is desirable for all out there? Should I make them? Yes, there is a ton special size chambers, throats, leads etc. PTG does it with reamers! Give me your thoughts.
I started a business in 2000 that refurbished/polished Compact Disc,CD) molds. These molds are made from 420 stainless,very similar to 416)and are the most highly polished surfaces you have ever seen. There are no defects,max 3 pits not exceeding 15 microns) over the entire 120mm diameter. This is the most precise tooling manufactured in the world. Any-who my partners and myself developed the lapping/polishing techniques for these molds.
Does it shoot or more important not foul? You bet. Usually I break-in barrels with the shoot clean for five ordeal. Then shoot 5 and clean and so on. Small amounts of copper is the norm during break-in. I have chambered 6 kreiger barrels - 3 6mm PPC and 3 243 with this procedure with very good results. Chamber the barrel shoot 10 and no copper! Even hot loads in the 243 with new barrels -very little copper.
Throat seems to hold real well.....less wear. Polish must reflect heat and limit the heat affected zone in the throat.
Just wondering if this is a process that is desirable for all out there? Should I make them? Yes, there is a ton special size chambers, throats, leads etc. PTG does it with reamers! Give me your thoughts.
")