This might be a long one, but I'm getting pretty frustrated.
I am having an issue of the barrel I am cutting coming out of alignment when I start cutting the threads. I use a 4 jaw chuck with an aluminum collar to hold the barrel on the chuck side and a the outboard spider and brass shim stock on the other. I have cut probably 12 barrels before with no problems. I "fixed" two things I think I was doing incorrectly, I was not clamping either side of the barrel down tight enough and I started feeding the threading cuts on the compound instead of just the cross slide. I also changed to a AR Warner (
https://www.arwarnerco.com/Kit-17R-3-8-inch-Threader-NV-p/kit-17r.htm ) threading tool, which seems to cut much smoother threads. I ran a test tennon last night and the result was better but not perfect. I started cutting the tennon with .0002 of run out and ended after cuttting to size and threading with .0004 on the short end of the rod and .0009 at the long end.
Any suggestions?
Thanks!
What is this rod you speak of?
What is this rod you speak of?
PTG Range Rod
... Stuff is going to move. It's a balance between stressing the material, or not grabbing it right enough for your operation. (In simple terms)
Indicate as you go along. Re-indicate, and adjust, before your final finishing passes.
But do yourself a favor and test the rod. Chuck up a barrel. Indicate it... record numbers.
Run the lathe for a bit, but don't cut anything. Stop the lathe. Run it in reverse, etc. Don't cut.
Stick your range rod back in there and see what it shows you.
I use brass tipped screws in inboard/outboard spiders with modest torque and have never had a slip. The last step dialing in is to loosen the screws and re-tighten them to as close as I can to the dial-in spots. This is never perfect, and I have to dial again, but never more than a few tenths. I think that is sufficient to get a good alignment, keep decent torque, and eliminate any tension, all at the same time.
This is one of the big advantages to an Adjust-true type chuck. You can tighten the chuck to hold the work without changing the alignment. I would try to eliminate the collar and shims you are using. Slight marks on the barrel from holding it can easily be polished out as the last operation. Definately to the test LVLAaron suggests.
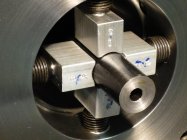
A friend made himself one of these to use instead of a chuck. It does not let the barrel move.
-
aa45fd255dfe1064ebf55be78f3604bf.jpg
70.5 KB
· Views: 62
Can you get the range rod to repeat? Try dialing it in and then remove it and re insert it see if it repeats I could never gat them to repeat reliably ymmv
Once you get it close, put the rod in the drawer and use your indicator only. I’m with paperpuncher and never could get it to duplicate like I could just using an indicator.
How big of a cut are you taking? Do you run a spring pass at the end of threading?
This might be a long one, but I'm getting pretty frustrated.
I am having an issue of the barrel I am cutting coming out of alignment when I start cutting the threads. I use a 4 jaw chuck with an aluminum collar to hold the barrel on the chuck side and a the outboard spider and brass shim stock on the other. I have cut probably 12 barrels before with no problems. I "fixed" two things I think I was doing incorrectly, I was not clamping either side of the barrel down tight enough and I started feeding the threading cuts on the compound instead of just the cross slide. I also changed to a AR Warner (
https://www.arwarnerco.com/Kit-17R-3-8-inch-Threader-NV-p/kit-17r.htm ) threading tool, which seems to cut much smoother threads. I ran a test tennon last night and the result was better but not perfect.
I started cutting the tennon with .0002 of run out and ended after cuttting to size and threading with .0004 on the short end of the rod and .0009 at the long end.
Any suggestions?
Thanks!
Also, From what you are explaining? It sounds like you are cutting a taper? Have you checked your headstock for alignment?
Can you get the range rod to repeat? Try dialing it in and then remove it and re insert it see if it repeats I could never gat them to repeat reliably ymmv
just tried it 3-4 times and it seems to repeat within a tenth or two
How big of a cut are you taking? Do you run a spring pass at the end of threading?
first cuts are 3-4 thou, dropping down to 1 or two as the tool gets deeper in the thread
Also, From what you are explaining? It sounds like you are cutting a taper? Have you checked your headstock for alignment?
im not familiar with headstock alignment? could you explain?
I use brass tipped screws in inboard/outboard spiders with modest torque and have never had a slip. The last step dialing in is to loosen the screws and re-tighten them to as close as I can to the dial-in spots. This is never perfect, and I have to dial again, but never more than a few tenths. I think that is sufficient to get a good alignment, keep decent torque, and eliminate any tension, all at the same time.
i will try this, still a little confused what this will change though.
Double check before and after with a long reach indicator in the throat area and see if it’s inconsistency with the rod. You might be on a wild goose chase..
Can you get the range rod to repeat? Try dialing it in and then remove it and re insert it see if it repeats I could never gat them to repeat reliably ymmv
This!
My barrel mentor said he doesn’t like range rods as they don’t repeat.
Do you have a long stem indicator!
That what I check with and with just eight brass tips I don’t get any movement as long as I’m not trying to take .125 passes
This!
My barrel mentor said he doesn’t like range rods as they don’t repeat.
Do you have a long stem indicator!
That what I check with and with just eight brass tips I don’t get any movement as long as I’m not trying to take .125 passes
This has been my experience I started indicating directly with a dti and never looked back There might be some tricks to get repeatable results that are used but I could never master the voodoo to get them to work
im not familiar with headstock alignment? could you explain?
Put a 3 or 4 inch diameter peice of stock in the chuck, Make a facing cut, Put a good straight edge across the cut with a flashlight under it, if its not perfectly flat, Such as being Concave Your headstock is out of alignment, Your manual shows you how to align it, It's a slow tedious process.
Put a 3 or 4 inch diameter peice of stock in the chuck, Make a facing cut, Put a good straight edge across the cut with a flashlight under it, if its not perfectly flat, Such as being Concave Your headstock is out of alignment, Your manual shows you how to align it, It's a slow tedious process.
Ummm I would have never thought of that.










