By forum member ForrestB
M98 STANDARD LENGTH ACTIONS
I am going to group different actions by length, ring diameter, and barrel shank diameter. The first group will be Type I, these are the "most standard" Mausers. Probably 75% or more of all Mausers produced after 1898 will fall into this category. I am not going to list every model, that would take a book of it's own, but if your particular model is not listed, comparing the dimensions will place it into the correct category. So here are the dimensions for
Type I:
Action OAL: 8.750
Recvr screws, center to center: 7.835
Bolt body length: 6.370
Magazine length: 3.315
Recvr ring dia: 1.410 large ring
Barrel shank dia: 1.100 large shank
Some of the models that fall into Type I are:
Chilean M1912, Steyr
GEW 98, various mfr's
Brazilian M1908/34, Brno
VZ24, 98/22, 98/29, Brno
M1908 Brazilian, DWM
M1909 Argentine, DWM
M24/30 Venezuelan, FN
M1935 Peruvian, FN
Standard Modell, Mauser Oberndorf
K98k, various mfr's
Remember that the above list is not all-inclusive, the truth is, MOST M98 Mausers fall into this category.
Type II, standard length, small ring, small shank
Action OAL: 8.750
Recvr screws, center to center: 7.835
Bolt body length: 6.370
Magazine length: 3.315
Recvr ring dia: 1.300 small ring
Barrel shank dia: .980 small shank
This is pretty much a Czechoslovakian design, the main members of this group are the VZ33 and the G33-40, a commercial version is the VZ47.
Type III, standard length, small ring, large shank
Action OAL: 8.750
Recvr screws, center to center: 7,835
Bolt body length: 6.370
Magazine length: 3.315
Recvr ring dia: 1.300 small ring
Barrel shank dia: 1.100 large shank
As you can see by comparing the receiver ring diameter and the barrel shank diameter, there is not a lot of meat left in this receiver! The main example is the Kar98, and for obvious reasons, it is not wise to rechamber these to a high pressure cartridge.
Type IV, standard length, small ring, small shank, long magazine.
Action OAL: 8.750
Recvr screws, center to center: 7.835
Bolt body length: 6.370
Magazine length: 3.400
Recvr ring dia: 1.300 small ring
Barrel shank dia: .980 small shank
These are mainly commercial models, they are identical to Type II, with the exception of a longer magazine to handle 30-06 length cartridges. Main examples are the Husqvarna commercial action, and the Brno ZG47.
Type V, standard length, large ring, large shank, long magazine.
Action OAL: 8.750
Recvr screws, center to center: 7.835
Bolt body length: 6.370
Magazine length: 3.400
Recvr ring dia: 1.410 large ring
Barrel shank dia: 1.100 large shank
This is a beefier version of the Type IV. It is typified by the late FN commercial actions.
M98 INTERMEDIATE LENGTH ACTIONS
This is actually a fairly small group of models, the amount of headaches these cause (when trying to find a part or stock) is way out of proportion to the number of models. Most of these will have some part of the action shortened to save weight. Starting off with Type VI:
Type VI, Oberndorf intermediate action
Action OAL: 8.750
Recvr screws, center to center: 7.835
Bolt body length: 6.165
Magazine length: 3.115
Receiver ring dia: 1.410, large ring
Barrel shank dia: .980, small shank
I call this the Oberndorf intermediate action, as they are the only ones who produced it. Commonly encountered models include:
1903 Turk
1909 Peruvian
1935 Argentine
Oberndorf Commercial
The 1903 Turk and the 1909 Peruvian also share some other qualities. They both have a very high clip bridge, and a long curved arm on the ejector box that puts pressure on a stripper clip loaded into the receiver, holding it in place. The 1935 Argentine and the Oberndorf commercial action do not have this.
This type has a longer than normal receiver ring, and a longer than normal cocking piece, with a shorter than normal bolt body, hard to figure where the weight savings come in!
The Oberndorf commercial action was also available in a small ring version, all other dimensions identical.
Type VII, FN24 and Yugo actions
Action OAL: 8.500
Recvr screws, center to center: 7.620
Bolt body length: 6.115
Magazine length: 3.232
Recvr ring dia: 1.410, large ring
Barrel shank dia: 1.100, large shank
This is the FN M24 action, and the Yugoslavian M48 series. I call this group the Yugoslavian intermediate action. There is also a Type VIIA, FN24 Mexican, see below.
Type VIIA, FN24 Mexican
Action OAL: 8.500
Recvr screws, center to center: 7.620
Bolt body length: 6.165
Magazine length: 3.232
Recvr ring dia: 1.410, large ring
Barrel shank dia: 1.100, large shank
I call the Type VIIA the Mexican large ring action. The only difference between the Type VII and VIIA is the length of the bolt body (0.050 difference).
Type VIII, small ring Mexican
Action OAL: 8.500
Recvr screws, center to center: 7.620
Bolt body length: 6.080
Magazine length: 3.118
Recvr ring dia: 1.300, small ring
Barrel shank dia: .980, small shank
The Type VIII has the shortest bolt body in this group. Common models are the Mexican M1910, and M1936. Either one can be found manufactured by FN or Fabrica de Armas in Mexico City.
LONG AND SHORT ACTIONS
Now we are into the expensive stuff! The long actions and short actions are commercial only. The long actions are divided into 2 types, the "British" type and the French type. The British type are not necessarily made in England, but are usually chambered for British cartridges, such as the .416 Rigby or .404 Jeffery. The French type is even longer than the British type, but the French type is actually made in France.
Type IX, British Type, aka M98 long, aka Commercial Magnum
Action OAL: 9.150
Recvr screws, center to center: 7.835
Bolt body length: 6.770
Magazine length: 3.640/3.840
Recvr ring dia: 1.410, large ring
Barrel shank dia: 1.100, large shank
Type X, French Type, aka French Magnum, aka Brevex Magnum
Action OAL: 9.240
Recvr screws, center to center: 8.207
Bolt body length: 6.740
Magazine length: 3.900
Recvr ring dia: 1.500, X-large ring
Barrel shank dia: 1.141, X-large shank.
Notice that the French magnum is larger in every dimension than the British magnum, but the French bolt is shorter by .030"
Type XI, "True" short action, aka Commercial Kurz
Action OAL: 8.125
Recvr screws, center to center: 7.225
Bolt body length: 5.760
Magazine length: 2.725
Recvr ring dia: 1.300, small ring
Barrel shank dia: .980, small shank










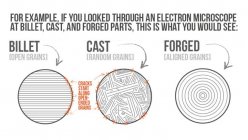
") a forging does increase the potential properties of a given steel, if for any other reason it helps pound out some of the inclusions in sub standard billets.
a forging does increase the potential properties of a given steel, if for any other reason it helps pound out some of the inclusions in sub standard billets.
